Obtenez un devis
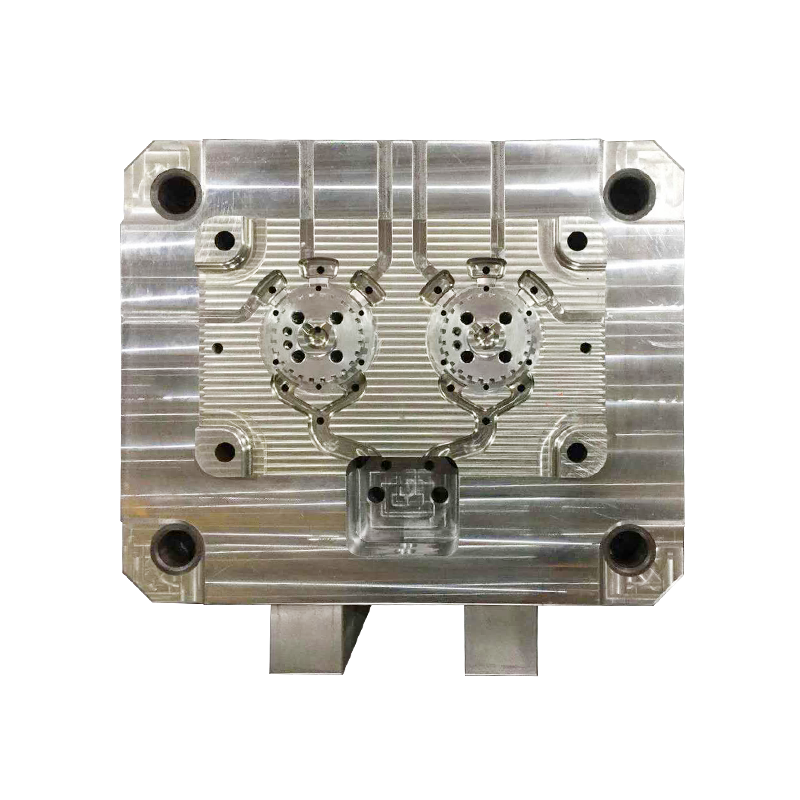
Principaux types de Moules de moulage sous pression
1. Moules à cavité unique : ces moules n'ont qu'une seule cavité de coulée, adaptés à la production d'une seule pièce ou de petits lots.
Structure relativement simple, faible coût de fabrication et facile à modifier et à entretenir.
2. Moules multi-cavités : Ces moules comportent plusieurs cavités identiques ou différentes dans le même moule, permettant la production de plusieurs pièces moulées à la fois.
Améliore l'efficacité de la production et réduit le coût unitaire ; couramment utilisé pour la production en série de pièces automobiles, de boîtiers électroniques, etc.
3. Moules à canaux chauds et moules à canaux froids :
Les moules à canaux chauds maintiennent la température du métal en fusion dans la porte et les canaux, réduisant ainsi les pertes de métal par refroidissement et améliorant l'utilisation des matériaux.
Les moules à canaux froids utilisent des canaux à température ambiante, ce qui donne lieu à une structure plus robuste, adaptée à la production de pièces moulées à haute pression et à parois épaisses.
4. Moules divisés (en deux parties, en trois parties) : en fonction de la géométrie des exigences de coulée et de démoulage, le moule est divisé en deux ou trois moitiés pour faciliter la formation de structures internes complexes et un démoulage en douceur.
Souvent utilisé en conjonction avec des pièces mobiles telles que des noyaux mobiles et des curseurs, il permet l'usinage de pièces creuses ou rainurées intérieurement.
Comment est fabriqué un moule de coulée sous pression ?
Processus de fabrication de moules de moulage sous pression :
1. Conception conceptuelle et simulation numérique : la modélisation 3D est réalisée à l'aide de CAO (telle que PRO/E) pour déterminer les paramètres géométriques clés tels que la cavité, la porte et le système de refroidissement.
CAE (analyse de flux, analyse thermique) est utilisée pour prédire le comportement de remplissage du métal, optimiser la disposition des portes et du circuit de refroidissement et garantir la qualité de la coulée.
2. Sélection des matériaux et traitement thermique : L'acier à outils de haute dureté et résistant aux hautes températures est sélectionné comme matériau de base du moule pour résister à l'injection à haute pression et aux chocs thermiques.
Des traitements thermiques de normalisation, de trempe et de revenu sont effectués pour atteindre une dureté de moule de HRC 50-55, améliorant ainsi la résistance à l'usure et la durée de vie.
3. Usinage de précision : les centres d'usinage CNC, l'électroérosion CNC et les équipements de coupe à fil sont utilisés pour l'ébauche, la finition et le micro-usinage du moule.
Les composants clés (tels que les portes, les trous de refroidissement et les noyaux mobiles) subissent un usinage de haute précision, avec des tolérances contrôlées à ± 0,05 mm pour garantir un flux de métal fluide.
4. Assemblage, inspection et moulage d'essai : les composants usinés sont assemblés avec précision et les tuyaux de refroidissement, les systèmes de guidage et les mécanismes d'éjection sont installés.
La précision dimensionnelle est vérifiée à l’aide d’une machine à mesurer tridimensionnelle et d’une inspection optique. Un essai de coulée est ensuite effectué pour vérifier l'intégrité du versement, l'uniformité du refroidissement et la douceur du démoulage, avec des ajustements fins effectués si nécessaire.
Êtes-vous prêt à COOPÉRER Avec Jieda?
* Votre e-mail est sûr avec nous, nous ne spammons pas.
Produits
Coordonnées
nbjd011@126.com
+ 86-574-86115705
N ° 58 Mold Road, Daqi Technology Industrial Zone, District Beilun, Ningbo