Obtenez un devis
1. Préparation et assemblage du moule
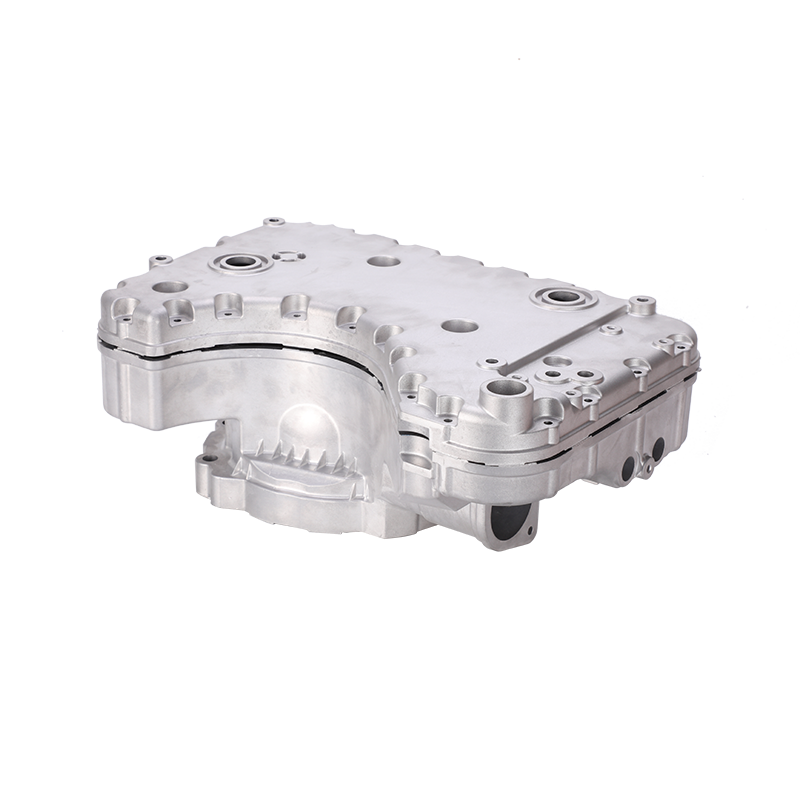
Les moitiés de moule supérieure et inférieure pré-usinées sont montées sur le moulage sous pression de pièces automobiles plaque de pression de la machine, assurant un ajustement serré et un verrouillage en place.
Pour empêcher le métal de coller, un revêtement réfractaire est souvent pulvérisé sur la surface de la cavité du moule ou la surface est brossée.
2. Chauffage et injection de métal en fusion
L'alliage d'aluminium ou de magnésium est chauffé jusqu'à une température de fusion appropriée (environ 600 à 700 °C) dans un four, puis injecté dans la cavité du moule à grande vitesse et uniformément à l'aide d'un système d'injection haute pression.
L’injection à haute pression peut remplir des cavités complexes en très peu de temps, garantissant ainsi une épaisseur de paroi uniforme.
3. Refroidissement et solidification rapides
Après être entré dans la cavité du moule, le métal est immédiatement refroidi rapidement par le système de refroidissement du moule (généralement par eau ou par huile), formant une structure cristalline dense.
Une solidification rapide est une étape clé pour obtenir une épaisseur de paroi fine et une précision dimensionnelle élevée.
4. Ouverture du moule et retrait des pièces
Une fois le métal complètement solidifié, le moule est ouvert et la pièce chaude est éjectée à l'aide d'un dispositif éjecteur.
Après le retrait, l'ébavurage, le nettoyage et le traitement de surface nécessaires sont effectués pour répondre aux exigences d'assemblage ultérieures.
Comment le moulage sous pression améliore-t-il la résistance et la durabilité des pièces automobiles ? Mécanismes de moulage sous pression pour améliorer la résistance et la durabilité
1. Structure à grains fins
L'injection à haute pression et le refroidissement rapide permettent à l'alliage de former des grains fins et uniformes pendant la solidification. Les grains fins améliorent considérablement la limite d'élasticité et la résistance à la fatigue du matériau.
2. Excellente finition de surface et précision dimensionnelle
Le moulage sous pression fournit des pièces moulées de forme proche de la forme nette avec une faible rugosité de surface et de petites erreurs dimensionnelles, réduisant ainsi la concentration de contraintes lors de l'usinage et de l'assemblage ultérieurs, améliorant ainsi la durabilité globale.
3. Disposition rationnelle des nervures et des nervures de renforcement
Pendant la phase de conception du moule, l'optimisation des formes de nervures (telles que les hexagones et les trapèzes) permet d'obtenir une répartition uniforme des contraintes, évitant ainsi une concentration de contraintes localisée qui pourrait entraîner des fissures ou des déformations. Une bonne conception structurelle améliore directement la résistance aux chocs et à la fatigue de la pièce.
4. Contrôler la porosité et les défauts
Grâce à des paramètres de processus précis (vitesse d'injection, temps de maintien, vitesse de refroidissement) et à un système de ventilation des gaz, les défauts internes tels que la porosité et les cavités de retrait sont minimisés pour garantir la densité et la fiabilité des pièces moulées.
Êtes-vous prêt à COOPÉRER Avec Jieda?
* Votre e-mail est sûr avec nous, nous ne spammons pas.
Produits
Coordonnées
nbjd011@126.com
+ 86-574-86115705
N ° 58 Mold Road, Daqi Technology Industrial Zone, District Beilun, Ningbo