Obtenez un devis
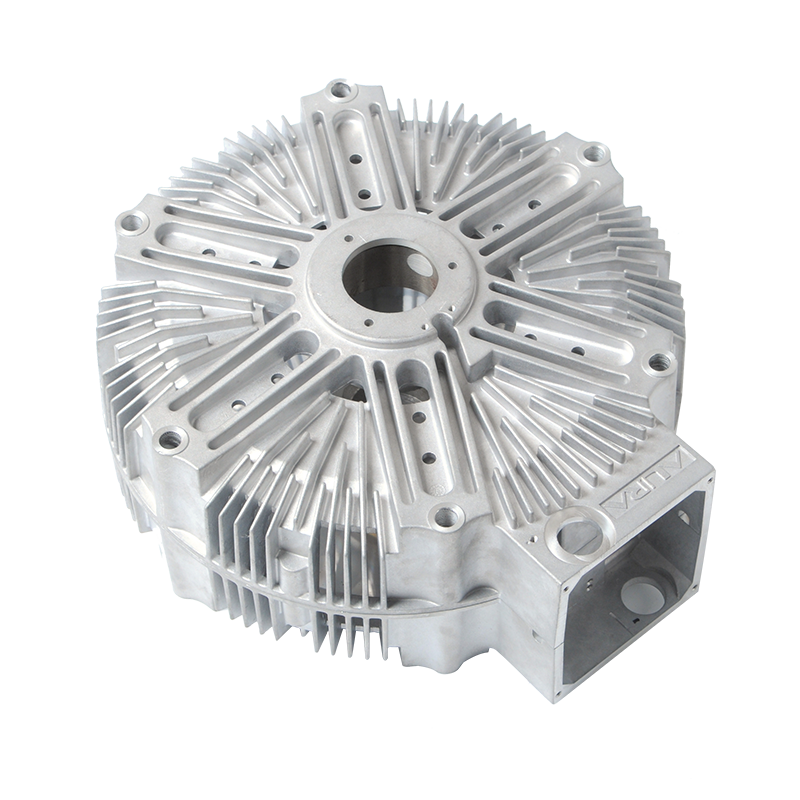
1. Structure dense et haute densité
Au cours du processus de moulage sous pression à haute pression, l'alliage d'aluminium est rapidement rempli et solidifié dans le moule, formant une structure dense et presque sans pores qui rend les pièces moins sujettes à la fissuration sous des charges élevées.
2. Structure de grain fine et uniforme
Un refroidissement rapide et une solidification à haute pression inhibent la croissance des grains grossiers, et les grains fins améliorent la limite d'élasticité et la durée de vie du matériau.
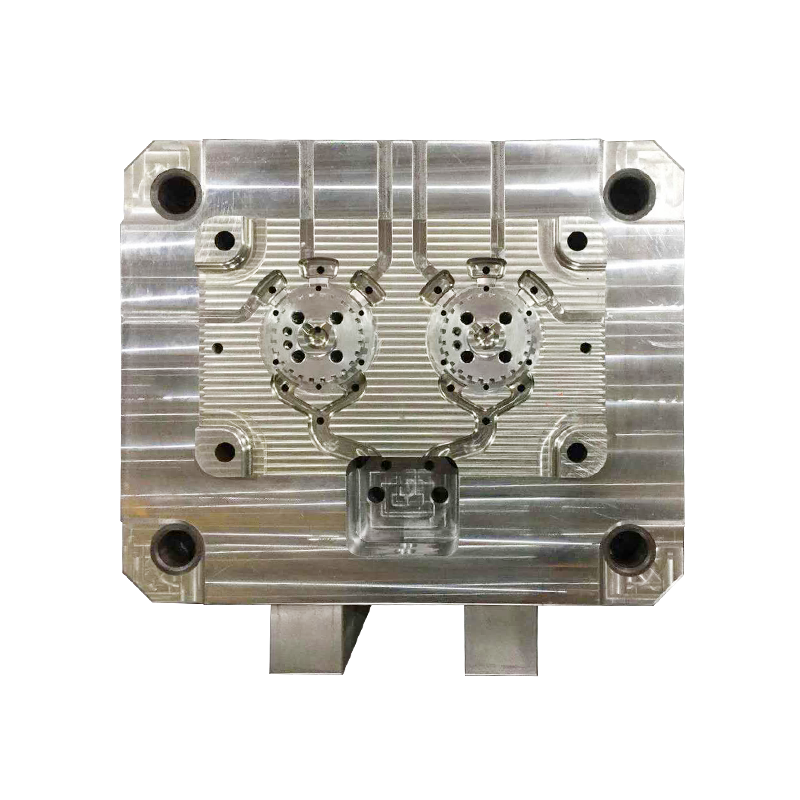
3. Le système d'échappement à plusieurs étages réduit la porosité interne
Grâce à des canaux d'échappement annulaires et à une conception d'échappement à plusieurs étages (trous d'échappement du premier étage, du deuxième étage et de l'étage arrière), les gaz générés lors de la solidification peuvent être évacués rapidement, améliorant considérablement les propriétés mécaniques et la durabilité du piston.
4. La technologie de post-traitement local améliore encore la durabilité à haute température
Par exemple, la technologie DuraBowl effectue un post-traitement de soudage TIG local sur le bord de la chambre de combustion des pistons à forte charge, affinant la microstructure et augmentant de 4 à 8 fois la durée de vie en fatigue thermomécanique.
1. Ventilation en plusieurs étapes et optimisation de la ventilation
L'utilisation d'un réseau de ventilation en forme d'anneau, combiné à une correspondance précise des bagues et des broches de ventilation, garantit un espace de ventilation constant, évitant ainsi la porosité causée par la stagnation du gaz.
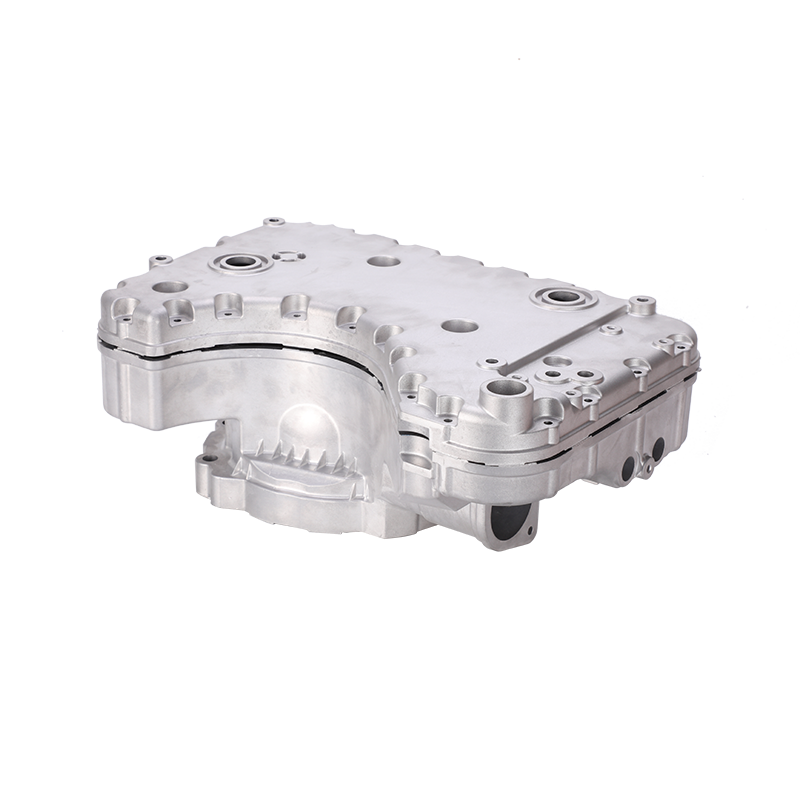
2. Moulage sous pression à haute pression et contrôle précis des paramètres de la machine de moulage sous pression
L'utilisation de machines de coulée sous pression à haute pression telles que 1600T et 800T, ainsi qu'un contrôle précis des courbes de température et de pression, garantissent une fluidité suffisante du métal en fusion pendant l'étape de remplissage et une contrainte uniforme pendant la solidification, réduisant considérablement le risque de cavités de retrait et de fissures à froid.
3. Gestion en boucle fermée de la température du moule et du système de refroidissement
La surveillance et l'ajustement en temps réel de la température de surface du moule à l'aide d'un contrôleur de température du moule maintiennent un gradient de température stable, empêchant ainsi la porosité causée par un refroidissement excessif localisé.
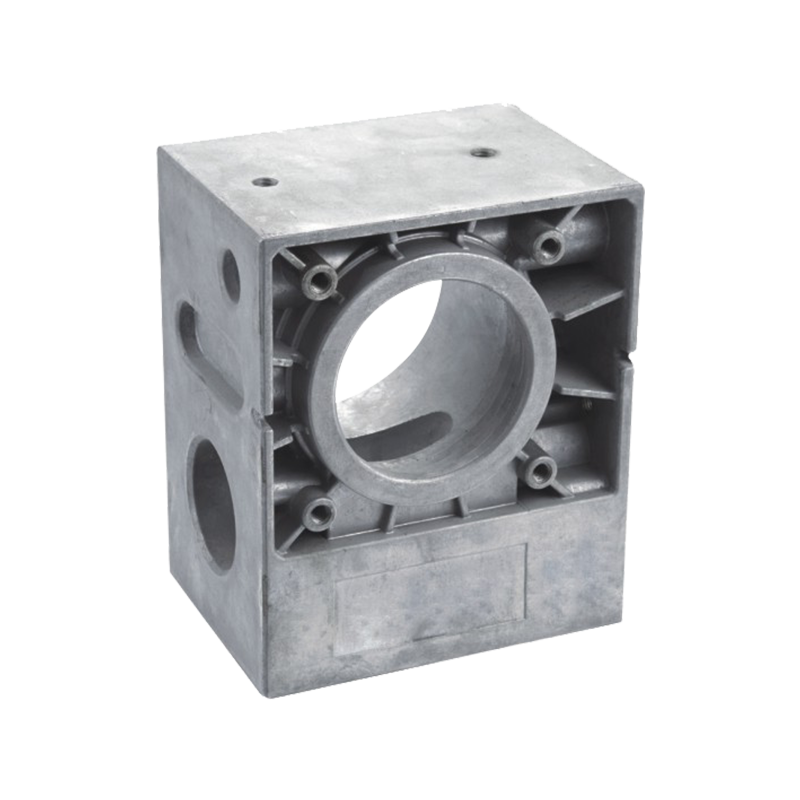
4. Inspection qualité complète du processus et amélioration continue
Adoptant le système de gestion de la qualité IATF16949, chaque lot de pièces moulées est soumis à des tests non destructifs tels que des tests aux rayons X et aux ultrasons. Les défauts sont rapidement répercutés sur les paramètres du processus, permettant ainsi une prévention systématique des risques et une amélioration continue.
Êtes-vous prêt à COOPÉRER Avec Jieda?
* Votre e-mail est sûr avec nous, nous ne spammons pas.
Produits
Coordonnées
nbjd011@126.com
+ 86-574-86115705
N ° 58 Mold Road, Daqi Technology Industrial Zone, District Beilun, Ningbo