Obtenez un devis
Moulage sous pression de pièces automobiles est la méthode de fabrication dominante pour les composants métalliques de précision en grand volume dans l'industrie automobile – et pour cause. Il offre des tolérances serrées, des géométries complexes et d’excellents états de surface à un coût par pièce qu’aucun autre processus ne peut égaler à grande échelle. Que vous recherchiez des supports, des boîtiers ou des boîtiers structurels pour batteries de véhicules électriques, comprendre le moulage sous pression vous aidera à prendre des décisions plus rapides et plus intelligentes.
Ce guide couvre tout, depuis les principes fondamentaux du processus de moulage sous pression jusqu'à la sélection des matériaux, les applications pour véhicules électriques, les options de finition et une FAQ pratique — afin que vous puissiez déterminer si le moulage sous pression est la bonne solution pour votre projet.

Le moulage sous pression est un processus de moulage de métal dans lequel du métal en fusion est injecté sous haute pression dans un moule en acier réutilisable, appelé matrice. Le métal se solidifie rapidement et la pièce finie est éjectée, souvent en moins de 60 secondes par cycle. Pour les applications automobiles, cela se traduit par des millions de pièces de forme quasi nette avec une précision dimensionnelle constante.
Le secteur automobile représente plus de 75 % de toute la production de moulage sous pression dans le monde , selon la North American Die Casting Association (NADCA). Les pièces automobiles courantes produites par moulage sous pression comprennent les blocs moteurs, les carters de transmission, les fusées d'essieu, les corps de pompe, les poignées de porte et, de plus en plus, les gros composants structurels pour les véhicules électriques.

Comprendre le processus vous aide à anticiper les délais de livraison, les exigences de conception et les facteurs de coûts.
Il existe plusieurs variantes de moulage sous pression, chacune adaptée à différents alliages, tailles de pièces et exigences de qualité.
| Type | Comment ça marche | Meilleurs alliages | Avantage clé |
|---|---|---|---|
| Chambre chaude | Le mécanisme d'injection est immergé dans du métal en fusion | Zinc, magnésium | Temps de cycle rapides, faible porosité |
| Chambre froide | Métal versé dans le manchon de tir séparément | Aluminium, Cuivre | Gère les alliages à haut point de fusion |
| Coulée sous vide | L'air est évacué de la filière avant l'injection | Aluminium | Porosité proche de zéro, pièces soudables |
| Semi-solide (Thixocasting) | Métal injecté à l'état semi-solide | Aluminium, Magnesium | Excellentes propriétés mécaniques |
| Coulée par compression | Une haute pression est appliquée pendant la solidification | Aluminium | Intégrité structurelle, traitement thermique |
Pour la plupart des applications automobiles à grand volume, moulage sous pression en aluminium à chambre froide est le choix par défaut. Le moulage sous pression sous vide est de plus en plus spécifié pour les pièces structurelles de véhicules électriques où la soudabilité est requise.

La domination du moulage sous pression dans la construction automobile n’est pas fortuite. Il offre une combinaison d’attributs de performances que les processus concurrents ne peuvent tout simplement pas reproduire à grande échelle.

Aucun processus de fabrication n’est sans compromis. Comprendre les limites du moulage sous pression vous aide à éviter des surprises coûteuses.

Les composants automobiles moulés sous pression remplissent des rôles structurels, thermiques, mécaniques et esthétiques. Le processus est choisi précisément parce qu’il peut satisfaire simultanément plusieurs exigences fonctionnelles dans une seule pièce.
Les fusées d'essieu, les supports de faux-châssis et les composants de suspension supportent des charges dynamiques et doivent répondre à des exigences de résistance à la fatigue dépassant 10 millions de cycles . Les pièces moulées sous pression en aluminium avec des résistances à la traction de 280 à 320 MPa répondent à ces exigences tout en réduisant la masse de 40 à 50 % par rapport à leurs équivalents en acier.
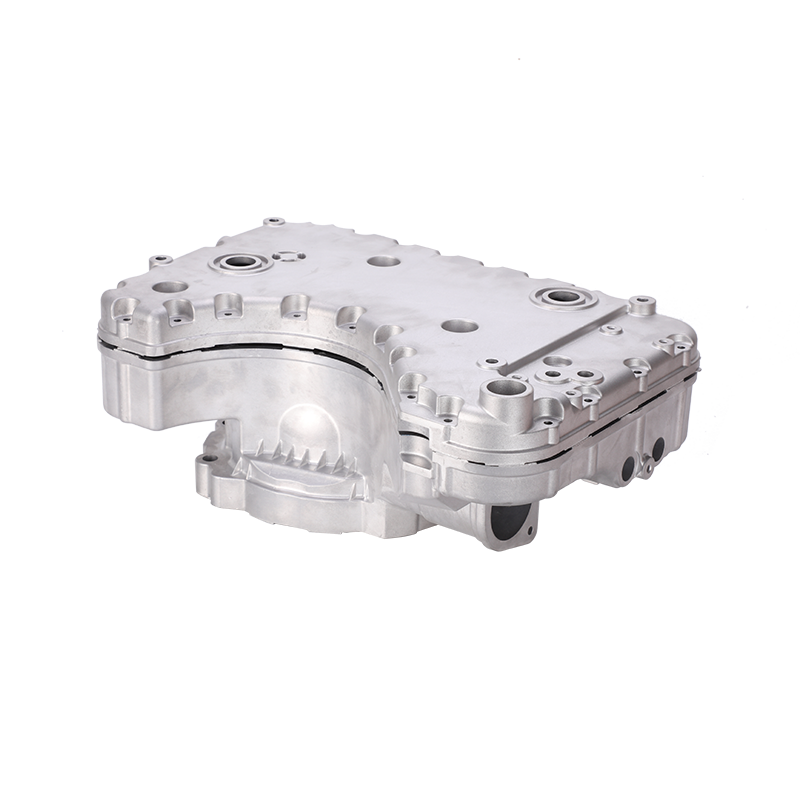
Les blocs moteurs, les culasses et, de plus en plus, les boîtiers de batteries de véhicules électriques utilisent la capacité du moulage sous pression à intégrer des canaux de refroidissement complexes directement dans la géométrie de la pièce, éliminant ainsi les assemblages brasés et réduisant la résistance thermique.
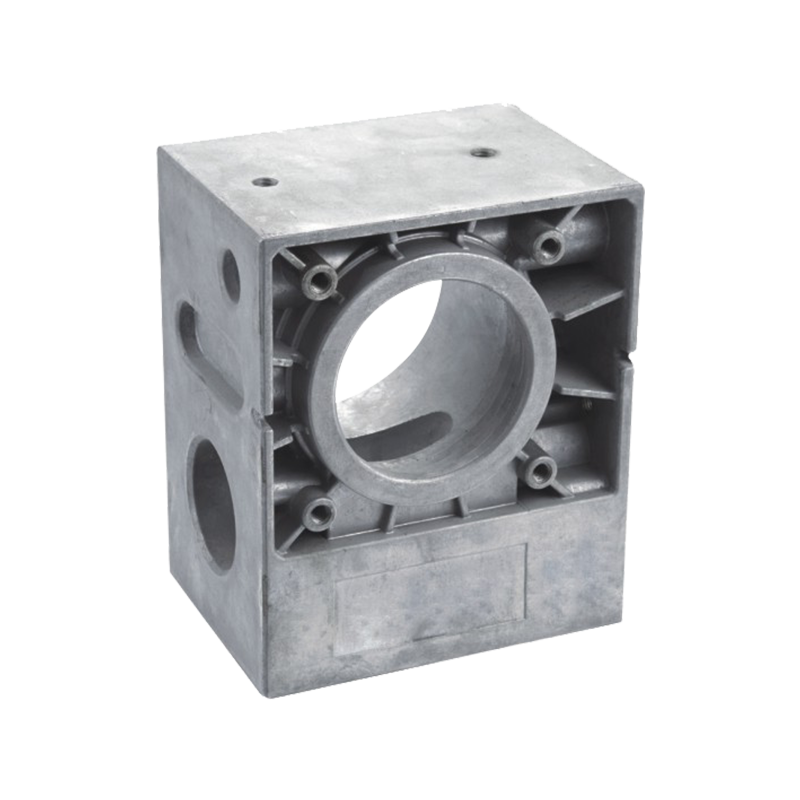
Les carters de transmission, les carters de différentiel et les corps de pompe forment des enceintes étanches pour les fluides sous pression. Le moulage sous pression fournit la cohérence dimensionnelle nécessaire pour une étanchéité fiable du joint sans ajustement manuel.
Dans les véhicules modernes, les boîtiers en aluminium moulé sous pression et en zinc abritent les calculateurs, les capteurs et les connecteurs, offrant un blindage EMI, des chemins de mise à la terre et une protection contre les vibrations et la pénétration.
La sélection des matériaux est l’une des décisions les plus importantes en matière de moulage sous pression de pièces automobiles. Chaque famille d'alliages offre une combinaison distincte de propriétés, de coût et de transformabilité.
| Alliage | Densité (g/cm³) | Résistance à la traction (MPa) | Applications automobiles typiques |
|---|---|---|---|
| Aluminium A380 | 2.71 | 310 | Blocs moteurs, carters, supports |
| Aluminium ADC12 | 2.74 | 320 | Boîtiers de transmission, plateaux de batterie EV |
| Magnésium AZ91D | 1.81 | 230 | Tableaux de bord, volants |
| Zamak zinc 3 | 6.60 | 283 | Poignées de porte, composants de serrure, connecteurs |
| Cuivre C83600 | 8.50 | 255 | Bornes électriques, roulements |
Les alliages d'aluminium dominent le moulage sous pression automobile , représentant environ 80 % de toutes les pièces moulées automobiles en poids. La tendance à l’allègement des véhicules accélère le passage du zinc et de la fonte à l’aluminium, en particulier dans les applications de transmission et de structure.

Les véhicules électriques remodèlent profondément la demande de moulage sous pression. L'élimination du moteur à combustion interne supprime certaines applications de fonderie traditionnelles (culasses, blocs moteurs) tout en créant des opportunités bien plus importantes dans les architectures spécifiques aux véhicules électriques.
Les constructeurs de véhicules électriques utilisent principalement alliages d'aluminium à haute ductilité qui peut résister aux charges de collision sans se briser – une exigence motivée par les réglementations sur la protection des batteries. Les alliages tels que Silafont-36 (AlSi10MnMg), Aural-2 et les compositions exclusives sont optimisés pour :

La tendance de casting EV la plus transformatrice est giga-casting — utiliser des machines avec des forces de serrage de 6 000 à 16 000 tonnes pour produire des pièces moulées structurelles massives d'une seule pièce qui remplacent des centaines de pièces embouties et soudées. Le soubassement arrière du modèle Y de Tesla, par exemple, se consolide environ 70 pièces individuelles en un seul composant moulé sous pression , réduisant le temps d'assemblage de 30 % et le poids de 10 %.
Les principales applications de moulage sous pression EV comprennent :
Le marché mondial du moulage sous pression pour véhicules électriques était évalué à environ 5,8 milliards de dollars en 2023 et devrait dépasser 18 milliards de dollars d'ici 2032, en raison des taux d'adoption des véhicules électriques et de la prolifération de la technologie de giga-diffusion chez les constructeurs OEM, notamment Volvo, Toyota et Rivian.

Le moulage sous pression est appliqué sur pratiquement tous les systèmes du véhicule. Voici les domaines d’application les plus importants :
Les blocs moteurs, les culasses, les carters d’huile, les carters de distribution et les carters de transmission ont toujours été l’épine dorsale du moulage sous pression automobile. Un moteur V6 typique peut contenir 15 à 20 composants moulés sous pression , chacun nécessitant un carottage interne complexe et des tolérances d'alésage serrées.
Les fusées d'essieu, les supports de bras de commande et les nœuds de sous-châssis sont de plus en plus moulés sous pression en aluminium, remplaçant l'acier forgé pour réduire la masse non suspendue. La masse non suspendue réduite de 1 kg par virage améliore considérablement la fréquence de conduite et la réponse de la maniabilité.
Les poignées de porte, les supports de miroir, les ajusteurs de siège et les composants de garniture décorative sont généralement en zinc moulé sous pression, exploitant la capacité du zinc à maintenir des tolérances serrées sur des sections de paroi minces aussi basses que 0,4 mm .
Les boîtiers de compresseurs, les corps de pompes, les boîtiers de thermostats et les corps de vannes pour les systèmes de CVC et de refroidissement sont généralement en aluminium moulé sous pression, choisi pour leur étanchéité à la pression et leur compatibilité avec les produits chimiques des liquides de refroidissement.
Les boîtiers de calculateurs, les supports de capteurs radar et les corps de connecteurs font partie des applications de moulage sous pression qui connaissent la croissance la plus rapide dans les véhicules modernes, grâce à la prolifération des ADAS et de l'électronique connectée des véhicules.

La plupart des pièces automobiles moulées sous pression nécessitent une ou plusieurs opérations de finition pour répondre à des exigences fonctionnelles ou esthétiques. Le choix du bon processus de finition est aussi important que les paramètres de coulée eux-mêmes.
La sélection des fournisseurs est une décision stratégique qui affecte les coûts, la qualité et la résilience de la chaîne d'approvisionnement pendant toute la durée du programme. Ne sélectionnez pas uniquement sur le prix à la pièce — la qualité de l'outillage, le contrôle des processus et la capacité d'ingénierie des applications sont tout aussi importants.
Évaluez la gamme de tonnage des machines du fournisseur, la capacité de conception de matrices (en interne ou externalisée) et les systèmes de contrôle de processus. Pour les pièces structurelles de véhicules électriques, confirmez qu'elles disposent d'une capacité de moulage sous vide ou de moulage sous pression et d'une expérience avec les alliages à haute ductilité.
Au minimum, les fournisseurs de pièces moulées sous pression automobiles devraient détenir IATF 16949 certification et exploiter un processus APQP/PPAP. Demandez des données Cpk (cible ≥1,67 pour les dimensions critiques) et des mesures de taux de défauts (cible ≤50 ppm pour l'automobile de niveau 1).
Les meilleurs fournisseurs s'engagent dès le début de la phase de conception pour optimiser la géométrie des pièces en vue de leur coulabilité, réduisant ainsi la complexité des outils et le temps de cycle. Recherchez des études de cas DFM démontrées montrant les résultats de la consolidation des pièces ou de l’amélioration du rendement.
Les fournisseurs disposant de capacités internes d’usinage, de finition et de sous-assemblage réduisent le nombre de niveaux et la complexité logistique. Pour les programmes mondiaux, confirmez que le fournisseur dispose d'une capacité multi-sites ou de sources de sauvegarde qualifiées.
Le moulage sous pression est un excellent choix lorsque plusieurs conditions s’alignent. Utilisez le cadre suivant pour évaluer l’adéquation :
| Facteur | Moulage sous pression préféré | Envisagez des alternatives |
|---|---|---|
| Volume annuel | >5 000 pièces/an | <5 000 (coulée en sable, impression 3D) |
| Matériel | Al, Zn, Mg, Cu | Acier, titane, inconel |
| Complexité géométrique | Complexe, multi-fonctionnalités, à paroi mince | Formes prismatiques simples (usinage) |
| Criticité structurelle | Modéré à élevé (avec vide) | Classe de sécurité la plus élevée (forgeage) |
| Exigence de finition de surface | Ra 1–3 µm tel que moulé acceptable | Finition miroir nécessaire (usinage) |
| Temps de commercialisation | Délai de livraison d'outillage de 8 à 16 semaines acceptable | Semaines nécessaires (impression 3D, usinage) |
Si votre pièce est en aluminium ou en zinc, produite à plus de 10 000 unités par an, et présente des canaux internes ou une géométrie externe complexe, le moulage sous pression sera presque certainement l'option la plus rentable. Pour les faibles volumes et les applications critiques pour la sécurité nécessitant une microstructure forgée ou des alliages exotiques, envisagez des alternatives.

Le moulage sous pression du zinc permet d'obtenir des parois aussi fines que 0,4 à 0,6 mm ; l'aluminium a généralement un minimum pratique de 1,0 à 1,5 mm pour les pièces structurelles automobiles. Des murs trop minces peuvent entraîner des fermetures à froid et un remplissage incomplet.
Une matrice en acier à outils H13 bien entretenue produit généralement 100 000 à 500 000 tirs pour les pièces moulées en aluminium et jusqu'à 1 000 000 de coups pour le zinc. La durée de vie des matrices dépend fortement de la géométrie de la pièce, de la température de l'alliage et de la conception du circuit de refroidissement.
Les pièces standard moulées sous haute pression (HPDC) contiennent des gaz piégés et sont généralement non soudable . Les pièces moulées sous vide ou moulées sous pression utilisant des alliages à haute ductilité (par exemple, Silafont-36) peuvent être soudées MIG/TIG et sont utilisées dans les applications structurelles de carrosserie de VE.
Le giga-casting fait référence à l'utilisation de très grandes machines de moulage sous pression (force de serrage de 6 000 à 16 000 tonnes) pour produire des pièces moulées de carrosserie monobloc. Tesla a été le pionnier de la technique avec son soubassement arrière modèle Y, et des concurrents tels que Volvo, Toyota, BYD, Geely et Rivian mettent activement en œuvre des processus similaires.
Les rayons X industriels (tomodensitométrie 2D et 3D) constituent la principale méthode d'inspection de la porosité interne des pièces moulées critiques pour la sécurité. ASTM E505 et ASTM E155 fournissent des normes radiographiques de référence pour les niveaux de porosité acceptables dans les pièces moulées sous pression en aluminium et en magnésium.
Pour un moulage sous pression automobile en aluminium typique, attendez-vous 16 à 24 semaines du gel de la conception aux premières pièces approuvées PPAP : 8 à 12 semaines pour la fabrication des matrices, 2 à 4 semaines pour les essais et l'optimisation des processus, et 4 à 8 semaines pour la documentation et l'approbation PPAP.
La rugosité de la surface brute de coulée pour les pièces moulées sous pression en aluminium est généralement de Ra 1,6 à 3,2 µm sur des surfaces planes et Ra 3,2–6,3 µm dans les zones à géométrie complexe ou à proximité des emplacements de ventilation. Les surfaces polies des matrices peuvent atteindre Ra 0,8 µm sur les faces cosmétiques.
Êtes-vous prêt à COOPÉRER Avec Jieda?
* Votre e-mail est sûr avec nous, nous ne spammons pas.
Produits
Coordonnées
nbjd011@126.com
+ 86-574-86115705
N ° 58 Mold Road, Daqi Technology Industrial Zone, District Beilun, Ningbo