Étapes du processus de moulage sous pression : un guide complet
Moulage sous pression est un processus de coulée de métal qui consiste à forcer du métal en fusion sous haute pression dans une cavité de moule. Le processus consiste à quatre étapes principales : préparation du moule, injection du métal, refroidissement et solidification, et éjection . Un cycle typique de moulage sous pression à haute pression se termine en 15 à 90 secondes, en fonction de la complexité de la pièce et du matériau.
Procédure de moulage sous pression étape par étape
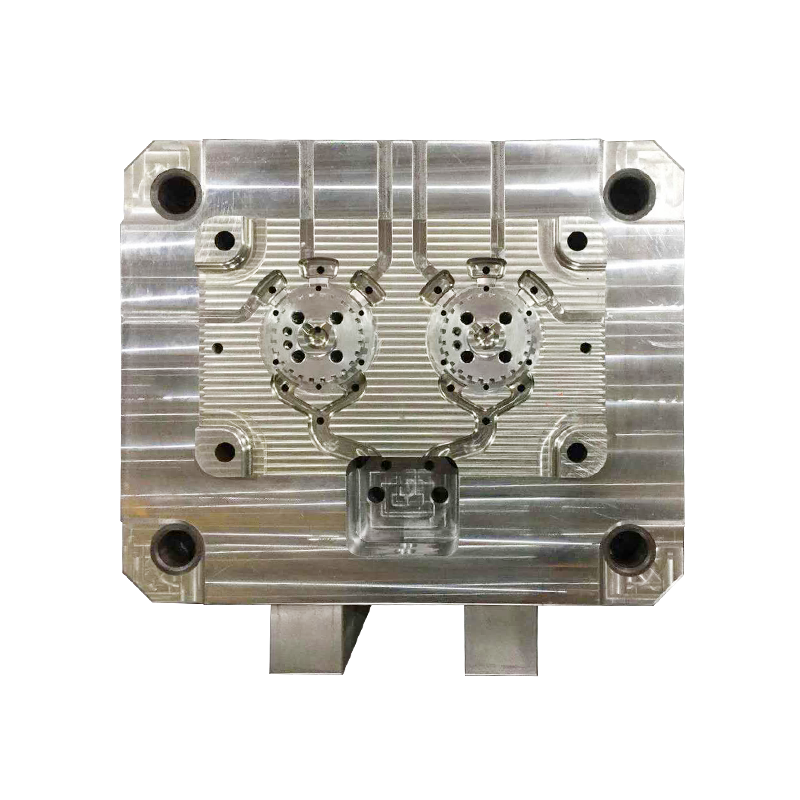
1. Préparation et serrage du moule
Le processus de moulage sous pression commence par la préparation du moule en acier (matrice). Les deux moitiés de la matrice sont nettoyées, lubrifiées avec un agent de démoulage et serrées ensemble avec un force de serrage élevée allant de 100 à 4 000 tonnes pour résister à la pression d’injection. Une température appropriée du moule (généralement entre 150 °C et 300 °C pour l'aluminium) est maintenue pour garantir un écoulement optimal du métal et éviter une solidification prématurée.
2. Injection de métal fondu
Le métal en fusion, généralement l'aluminium, le zinc ou le magnésium, est transféré dans une chambre de tir et forcé dans la cavité de la matrice sous haute pression entre 1 500 et 25 000 psi (10 à 170 MPa) . La phase d'injection dure généralement 0,05 à 0,15 seconde pour les composants à parois minces. Ce remplissage rapide empêche la formation d'oxyde et assure un remplissage complet de la cavité.
3. Refroidissement et solidification
Une fois injecté, le métal en fusion refroidit et se solidifie rapidement grâce au système de matrice refroidi à l'eau. Le temps de refroidissement varie selon l'épaisseur du matériau :
- Coupes minces (1 à 2 mm) : 5 à 10 secondes
- Sections moyennes (3 à 5 mm) : 10 à 20 secondes
- Sections épaisses (>5 mm) : 20 à 40 secondes
4. Éjection et découpage
Après solidification, la matrice s'ouvre et les éjecteurs repoussent la pièce coulée. L'excès de matière (flash, glissières et portes) est éliminé par des opérations de rognage. Les systèmes automatisés modernes peuvent réaliser cycles d'éjection aussi rapides que 15 secondes pour les composants simples en zinc.
Analyse du temps de cycle de moulage sous pression haute pression
Le moulage sous pression haute pression (HPDC) est apprécié pour ses capacités de production rapides. La durée totale du cycle est la somme de plusieurs phases :
| Phase du processus | Partie simple | Partie complexe |
|---|---|---|
| Fermeture et serrage des matrices | 2 à 3 secondes | 3 à 5 secondes |
| Injection de métal | 0,05 à 0,1 seconde | 0,1 à 0,3 seconde |
| Refroidissement/solidification | 10 à 15 secondes | 30 à 60 secondes |
| Ouverture et éjection des matrices | 2 à 3 secondes | 4 à 8 secondes |
| Durée totale du cycle | 15 à 25 secondes | 40 à 90 secondes |
Le moulage sous pression du zinc atteint généralement des temps de cycle plus rapides que l'aluminium en raison du point de fusion plus bas du zinc (419°C contre 660°C) et de sa fluidité supérieure. Les composants du zinc effectuent souvent des cycles 15 à 30 secondes par rapport à l'aluminium 30 à 90 secondes .
Moulage sous pression et moulage en sable : comparaison des processus
Comprendre les différences entre le moulage sous pression et le moulage en sable aide les fabricants à sélectionner le processus approprié :
| Paramètre | Moulage sous pression haute pression | Moulage au sable |
|---|---|---|
| Taux de production | Élevé (centaines par heure) | Faible (des dizaines par heure) |
| Finition de surface | Excellent (Ra 0,8–3,2 μm) | Rugueux (Ra 12,5–25 μm) |
| Précision dimensionnelle | ±0,1 mm | ±0,5–1 mm |
| Épaisseur de paroi | Mince (0,8 à 3 mm) | Épais (3 à 50 mm) |
| Coût de l'outillage | Élevé (20 000 $ à 200 000 $) | Faible (1 000 $ à 10 000 $) |
| Gamme de tailles de pièces | Petit à moyen (jusqu'à 20kg) | Petit à très grand (jusqu'à plusieurs tonnes) |
| Options matérielles | Limité (Alliages Al, Zn, Mg, Cu) | Pratiquement illimité (tous les métaux coulables) |
Guide de sélection : Choisissez le moulage sous pression pour une production en grand volume (> 10 000 unités/an) nécessitant des tolérances serrées et une excellente finition de surface. Choisissez le moulage au sable pour la production de petits volumes, de gros composants ou lorsque vous travaillez avec des métaux ferreux comme la fonte.
Moulage sous pression de zinc : avantages et applications
Le moulage sous pression du zinc offre des avantages uniques qui le rendent idéal pour des applications spécifiques :
Propriétés clés des matériaux
- Point de fusion bas (419°C) : Réduit la consommation d'énergie et prolonge la durée de vie de la matrice (jusqu'à 1 000 000 de tirs contre 100 000 pour l'aluminium)
- Fluidité supérieure : Permet de couler des murs aussi minces que 0,3 mm avec des détails complexes
- Haute résistance aux chocs : Les alliages de zinc résistent Énergie d'impact de 50 à 60 J , surpassant l'aluminium et le magnésium
- Excellente usinabilité : Traitement post-coulée plus facile par rapport aux autres métaux moulés sous pression
Applications courantes
Le moulage sous pression du zinc domine dans :
- Composants intérieurs automobiles (poignées de porte, emblèmes, garnitures décoratives)
- Boîtiers et connecteurs pour appareils électroniques
- Appareils et quincaillerie de plomberie
- Jouets et biens de consommation nécessitant un niveau de détail élevé
Le moulage sous pression dans l'industrie automobile
Le secteur automobile représente le plus grand marché du moulage sous pression, consommant environ 50 à 60 % de toutes les pièces moulées sous pression en aluminium à l'échelle mondiale. Les tendances récentes de l'industrie montrent une croissance significative des applications de composants structurels.
Principales applications automobiles
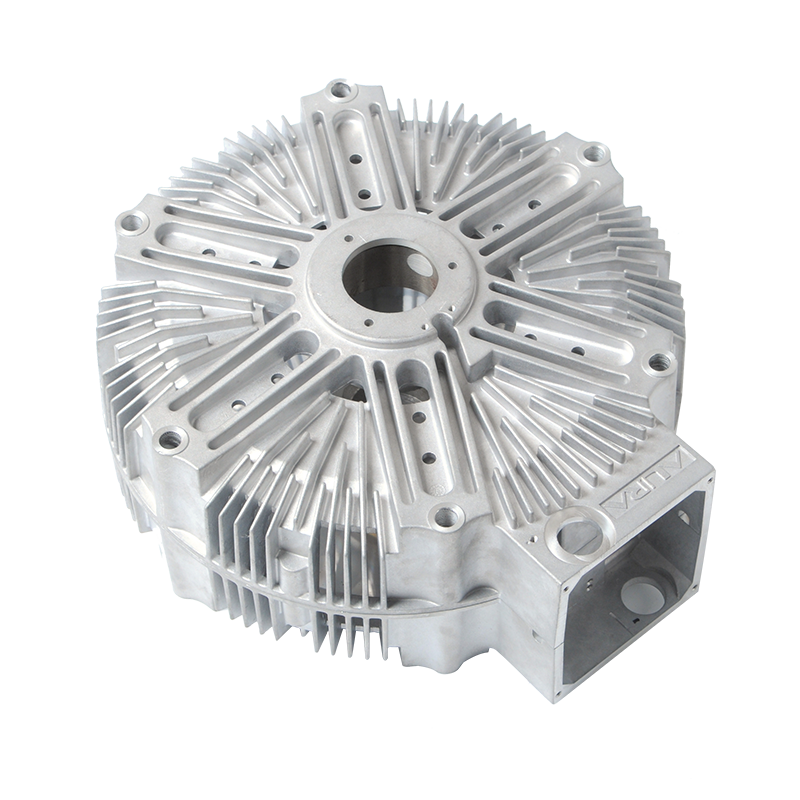
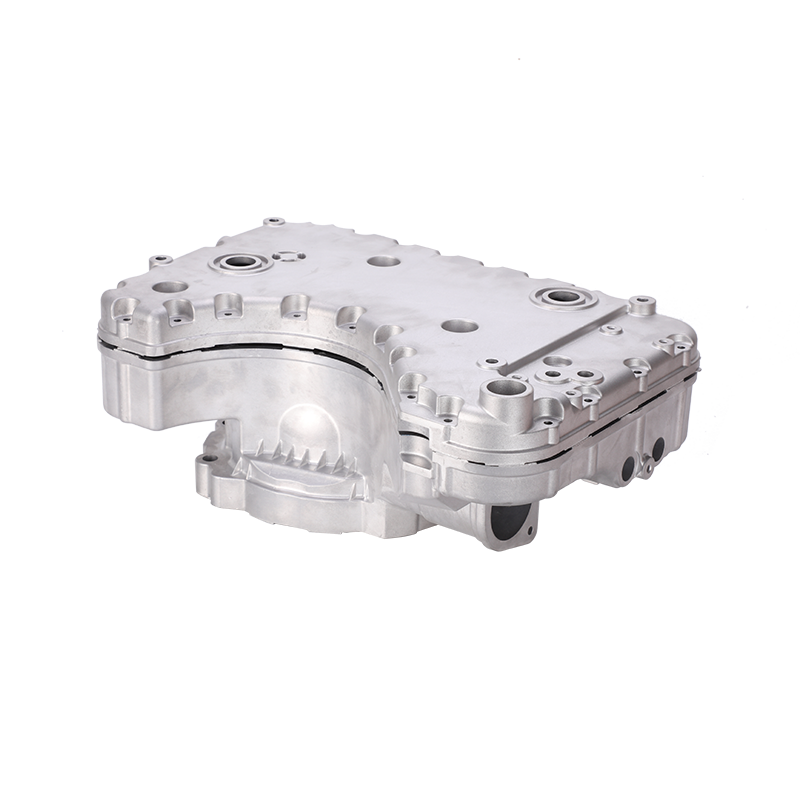
- Carters de transmission : Géométries complexes nécessitant une étanchéité à la pression
- Blocs moteurs et culasses : Exigences élevées en matière de conductivité thermique
- Composants structurels de la carrosserie : Le soubassement arrière du modèle Y de Tesla utilise un Machine de moulage sous pression de 6 000 tonnes produire une seule pièce remplaçant 70 composants emboutis
- Pièces de direction et de suspension : Exigences élevées en matière de rapport résistance/poids
Tendances de l'industrie
La transition vers les véhicules électriques (VE) a intensifié la demande de moulage sous pression pour :
- Boîtiers et plateaux de batterie : Grandes structures à parois minces nécessitant un blindage électromagnétique
- Carters moteur : Intégration précise des canaux de refroidissement
- Technologie méga-casting : Pièces moulées monobloc réduisant le temps d'assemblage de 30 à 40 % et poids par 10 à 20 %
Sélection d'un fabricant de moulage sous pression : critères clés
Lorsque vous recherchez des services de moulage sous pression, évaluez les fabricants en fonction de ces facteurs critiques :
Capacités techniques
- Gamme de tonnage des machines : Assurez-vous que la capacité correspond à la taille de votre pièce (plage commune : 180 à 4 000 tonnes)
- Expertise matière : Vérifiez votre expérience avec votre alliage spécifique (Al-Si-Cu, alliages de zinc Zamak, magnésium AZ91D)
- Certifications de qualité : ISO 9001, IATF 16949 pour l'automobile, AS9100 pour l'aérospatiale
- Conception d’outillage en interne : Réduit les délais de livraison de 20 à 30 % par rapport à la fabrication externalisée des matrices
Paramètres de production à vérifier
| Métrique | Norme de l'industrie | Cible haute performance |
|---|---|---|
| Rendement au premier passage | 85 à 90 % | >95% |
| Taux de défauts de porosité | <2% | <0,5% |
| CPK dimensionnel | >1,33 | >1,67 |
| Délai de livraison de l'outillage | 12 à 16 semaines | 8 à 10 semaines |
FAQ sur les écouvillons propres dans les opérations de moulage sous pression
Pourquoi les tampons propres sont-ils essentiels dans le moulage sous pression ?
Les tampons propres jouent un rôle essentiel dans le maintien de la qualité du moulage sous pression et la prévention des défauts. Ils sont utilisés pour :
- Nettoyage de la surface de la filière : Élimination des agents de démoulage résiduels, de l'accumulation d'oxyde d'aluminium et des résidus de lubrifiant entre les cycles
- Entretien de la chambre de tir : Nettoyage des pointes et des manchons des pistons pour éviter toute soudure (aluminium collant aux surfaces en acier)
- Dégagement du système de ventilation : Supprimer les blocages qui provoquent des défauts de porosité des gaz
Types d'écouvillons recommandés pour le moulage sous pression
- Écouvillons résistants aux hautes températures : Capable de résister à des températures de surface de matrice jusqu'à 350°C sans dégradation des fibres
- Écouvillons industriels non pelucheux : Écouvillons en polyester ou en mousse qui ne laissent aucun résidu de fibres pouvant provoquer des inclusions
- Écouvillons détectables en métal : Pour les applications de qualité alimentaire ou de sécurité critique où la contamination par des corps étrangers doit être éliminée
Meilleures pratiques pour l’utilisation des écouvillons
Mettez en œuvre ces procédures pour maximiser l’efficacité :
- Utilisez des écouvillons dédiés pour différentes zones de la matrice (cavité ou chambre de tir) pour éviter la contamination croisée
- Remplacez les écouvillons tous les 4 à 6 heures de fonctionnement continu ou lorsqu'une contamination visible apparaît
- Appliquez des solvants de nettoyage compatibles (alcool isopropylique pour un nettoyage léger, dissolvants spécialisés pour les dépôts importants).
- Documenter la fréquence de nettoyage dans les journaux de contrôle des processus pour la traçabilité de la qualité
Impact sur l'efficacité de la production
Un bon entretien des écouvillons affecte directement les paramètres opérationnels :
- Taux de rebut réduit : Des matrices propres produisent 15 à 25 % de pièces présentant des défauts de surface en moins
- Durée de vie prolongée de la matrice : Un nettoyage régulier prévient la corrosion et l'érosion, prolongeant ainsi la durée de vie de la matrice en 20 à 30 %
- Temps d'arrêt pour maintenance plus courts : Le nettoyage préventif réduit les arrêts imprévus en 40% par rapport aux protocoles de nettoyage réactif