Obtenez un devis
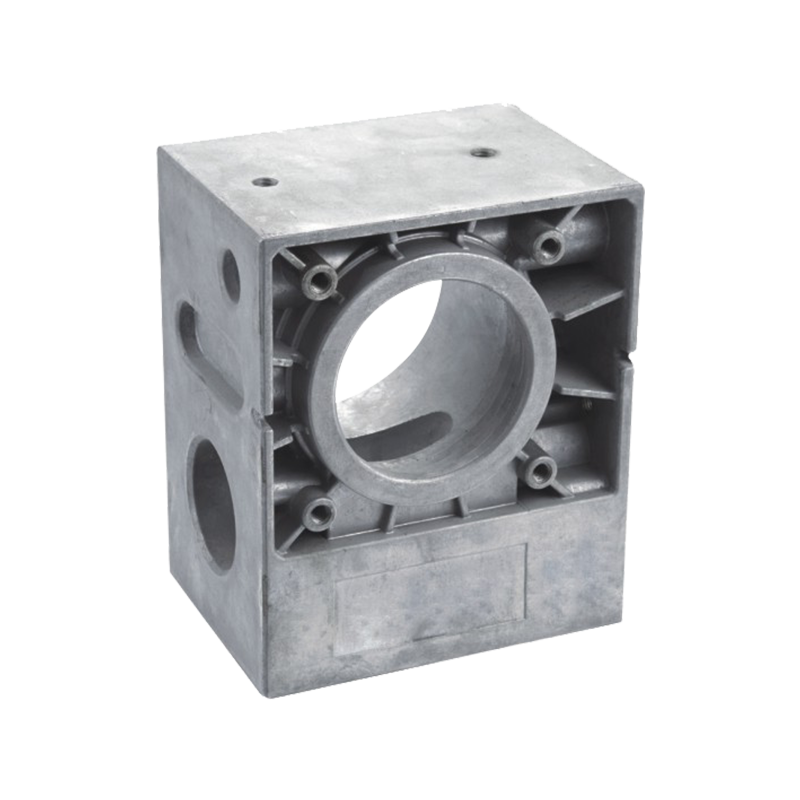
Moulage sous pression du carter de boîte de vitesses est un processus de fabrication à haute pression qui injecte un alliage d'aluminium fondu dans un moule (matrice) en acier de précision pour produire des boîtiers de transmission complexes, légers et dimensionnellement précis. Ce processus permet la production de géométries complexes, notamment des ailettes de refroidissement, des bossages de montage et des structures de nervures internes, qu'il serait difficile ou prohibitif de réaliser par usinage ou d'autres méthodes de moulage.
Le processus utilise généralement des machines de moulage sous pression à haute pression (HPDC) à chambre froide allant de 500 à 4 000 tonnes de force de serrage, capables de produire des carters de boîtes de vitesses avec des épaisseurs de paroi aussi fines que 0,8 à 1,5 mm tout en maintenant des tolérances dimensionnelles serrées de ± 0,01 mm après l'usinage CNC. Les temps de cycle varient de 30 secondes à 3 minutes, selon la taille de la pièce, ce qui le rend idéal pour la production automobile à haut volume où les volumes annuels dépassent 50 000 unités.
Les composants résultants offrent d'excellents rapports résistance/poids, avec des carters de boîte de vitesses typiques en aluminium moulé sous pression pesant 30 à 40 % de moins que les pièces moulées en fonte équivalentes, tout en offrant une rigidité suffisante pour maintenir l'alignement des engrenages sous des charges opérationnelles de 200 à 500 Nm de couple.
Les alliages d'aluminium dominent les applications de carters de boîtes de vitesses, l'A380, l'ADC12 et l'A360 représentant les trois principaux choix de matériaux, chacun offrant des caractéristiques de performances distinctes adaptées à des exigences opérationnelles spécifiques.
| Alliage | Teneur en silicium | Résistance à la traction | Caractéristiques clés | Applications principales |
|---|---|---|---|---|
| A380 | 7,5 à 9,5 % | 324 MPa | Meilleur alliage tout usage ; excellente coulabilité et usinabilité ; bon rapport résistance/coût | Carters automobiles généraux, carters de transmission, supports structurels |
| ADC12 | 9,6 à 12,0 % | 310 MPa | Fluidité supérieure; excellent pour les sections à paroi mince (0,6 à 1,2 mm) ; haute stabilité dimensionnelle | Boîtiers électroniques complexes, composants de transmission à paroi mince, pièces très détaillées |
| A360 | 9,0 à 10,0 % | 317 MPa | Résistance supérieure à la corrosion ; étanchéité à la pression améliorée ; meilleure résistance à haute température | Applications marines, composants de groupe motopropulseur, boîtiers étanches nécessitant une intégrité sous pression |
| A383 | 9,5 à 11,5 % | 310 MPa | A380 modifié avec une fluidité améliorée pour les pièces à paroi très fine | Carters de boîte de vitesses complexes à paroi mince |
| A413 | 11,0 à 13,0 % | 295 MPa | Excellente étanchéité à la pression et conductivité thermique | Composants transportant des fluides, boîtiers d'échangeurs de chaleur |
L'assurance qualité des pièces moulées sous pression de boîtiers de boîtes de vitesses repose sur une approche d'inspection à plusieurs niveaux combinant des méthodes d'essais visuels, dimensionnels et non destructifs (CND) pour détecter à la fois les défauts de surface et internes. Étant donné que les carters de boîtes de vitesses doivent maintenir leur intégrité sous pression et leur fiabilité structurelle sous des charges cycliques, les protocoles d'inspection atteignent généralement des taux de détection de défauts supérieurs à 99,5 % pour les caractéristiques de sécurité critiques.
La porosité dans les pièces moulées sous pression des boîtiers de boîtes de vitesses en aluminium se manifeste principalement par une porosité aux gaz (vides sphériques de 5 à 50 μm causés par l'hydrogène piégé) et une porosité de retrait (vides irréguliers de 10 à 200 μm causés par une contraction de solidification), une prévention efficace nécessitant une approche au niveau des systèmes combinant la préparation de la fonte, le contrôle des processus et les technologies de coulée avancées.
Alors que les alliages d'aluminium dominent la production de carters de boîtes de vitesses, les alliages de magnésium et de zinc offrent des alternatives intéressantes pour des applications spécifiques où la réduction du poids, la capacité d'amortissement ou les considérations de coût priment.
Les moulages sous pression en magnésium fournissent Densité 33 % inférieure à celle de l'aluminium (1,8 g/cm³ contre 2,7 g/cm³), ce qui les rend attrayants pour les boîtes de vitesses EV où chaque kilogramme affecte l'autonomie. L'AZ91D offre une excellente coulabilité et une excellente résistance à la corrosion, tandis que l'AM60B offre une ductilité et une résistance aux chocs supérieures pour les applications critiques en cas de collision.
Les alliages de zinc offrent une fluidité exceptionnelle, permettant des épaisseurs de paroi allant jusqu'à 0,4 mm et des géométries complexes en forme de filet avec des angles de dépouille minimaux. Zamak 3 offre une résistance à la traction de 280 MPa avec une ductilité supérieure (allongement de 10 %) par rapport aux pièces moulées sous pression en aluminium.
| Matériel | Densité (g/cm³) | Résistance à la traction (MPa) | Température maximale (°C) | Coût relatif |
|---|---|---|---|---|
| Aluminium A380 | 2.7 | 324 | 200 | 1,0 × (référence) |
| Magnésium AZ91D | 1.8 | 230 | 120 | 2,5× |
| Zamak zinc 5 | 6.6 | 331 | 120 | 0,8× |
Le moulage sous pression en aluminium standard permet d'obtenir des épaisseurs de paroi de 0,8 à 1,5 mm pour les zones générales et de 2,0 à 4,0 mm pour les bossages de montage structurels. Avec l'alliage ADC12 et le portail optimisé, des sections aussi fines que 0,6 mm sont possibles pour les caractéristiques non structurelles.
Les pièces moulées sous pression conventionnelles ne peuvent pas être soumises à un traitement thermique T6 en raison de la porosité interne, ce qui provoque des cloques. Cependant, les pièces moulées sous vide avec des niveaux de porosité <0,3 % peuvent subir avec succès un traitement T6 , atteignant des résistances à la traction jusqu'à 380 MPa.
Le moulage sous pression devient compétitif à volumes annuels dépassant 5 000 à 10 000 unités , avec une efficacité économique maximale à 50 000 unités. En dessous de ce seuil, le moulage au sable ou l'usinage CNC peuvent être plus économiques malgré des coûts unitaires plus élevés.
Les systèmes sous vide ajoutent 15 à 25 % aux coûts d'outillage et 10 à 15 % au temps de cycle, mais réduisent les taux de rebut de 8 à 12 % à 2 à 4 % tout en permettant le traitement thermique et le soudage. Pour les composants structurels automobiles, l’impact total sur le coût est généralement neutre ou positif lorsque des améliorations de la qualité sont prises en compte.
Les surfaces standard telles que coulées atteignent un Ra de 3,2 à 6,3 μm. Les options de finition secondaire incluent le grenaillage (Ra 1,6–3,2 μm), l'anodisation (couche décorative de type II ou couche dure de type III), le revêtement en poudre, le revêtement électronique et le revêtement de conversion au chromate pour la protection contre la corrosion.
Les tests de chute de pression appliquent une pression d'air de 0,3 à 0,6 MPa aux cavités scellées, en surveillant la chute de pression <5 % sur 30 secondes. Les tests de fuite à l'hélium (sensibilité de 10⁻⁶ mbar·l/s) sont utilisés pour des exigences extrêmes telles que les boîtiers de batterie de véhicules électriques ou les boîtiers de transmission hermétiques.
Êtes-vous prêt à COOPÉRER Avec Jieda?
* Votre e-mail est sûr avec nous, nous ne spammons pas.
Produits
Coordonnées
nbjd011@126.com
+ 86-574-86115705
N ° 58 Mold Road, Daqi Technology Industrial Zone, District Beilun, Ningbo