Obtenez un devis
Dans la fabrication industrielle moderne, Moulage sous pression de pièces de moteur a évolué des processus de moulage traditionnels vers une technologie de fabrication de haute précision et à haut rendement. Actuellement, le marché mondial du moulage sous pression de pièces de moteur se développe à un taux de croissance annuel composé de 5,8% , avec une taille de marché qui devrait dépasser 42 milliards de dollars d'ici 2028. La technologie de moulage sous pression améliore non seulement considérablement la densité et la précision dimensionnelle des pièces de moteur, mais contrôle également les taux de rebut en dessous de 1,5% grâce à une production automatisée, ce qui en fait un maillon clé irremplaçable dans la chaîne d'approvisionnement de la fabrication automobile.
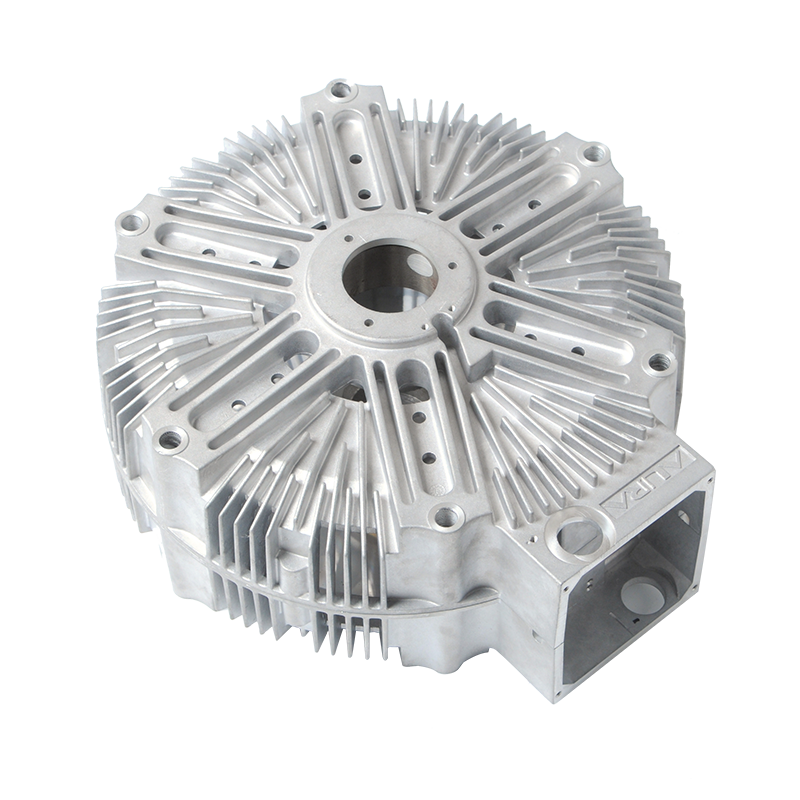
Pour les fabricants, maîtriser les procédés avancés de moulage sous pression signifie obtenir un triple avantage en termes de qualité des produits, de coûts de production et de cycles de livraison. En prenant comme exemple les carters de moteur en alliage d'aluminium, après avoir adopté le moulage sous pression à haute pression, l'épaisseur de paroi peut être réduite en dessous 2,5 mm , le poids est réduit de plus de 30% , et l'efficacité de la dissipation thermique s'améliore de 20% —ces indicateurs de performance déterminent directement l'avantage concurrentiel des moteurs dans les véhicules à énergies nouvelles et les applications d'automatisation industrielle.
Le processus de fabrication des pièces de moteur a traversé trois étapes clés. La première étape est la coulée par gravité, qui repose sur le poids propre du métal en fusion pour remplir le moule. Il convient aux pièces présentant des structures simples et des exigences de précision moindres, mais souffre de taux de porosité élevés et d'une mauvaise rugosité de surface. La deuxième étape est la coulée à basse pression, où le métal en fusion est poussé en douceur dans le moule par la pression de l'air, réduisant ainsi la porosité à 3%-5% , mais ne répond toujours pas aux exigences en matière de pièces de moteur de précision.
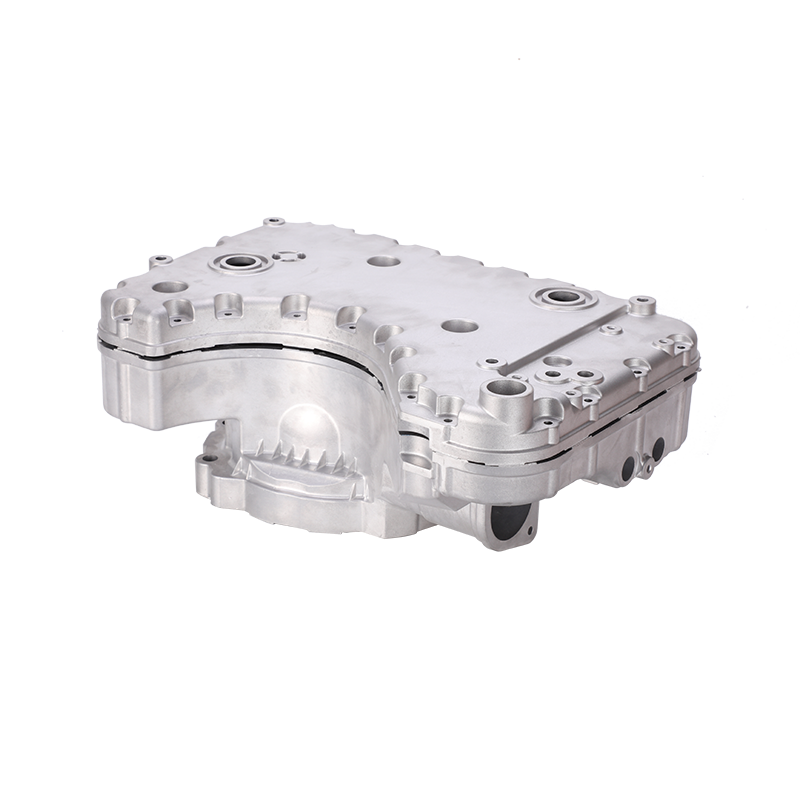
La troisième étape, qui correspond à la technologie actuelle de moulage sous pression à haute pression, atteint des pressions d'injection de 30-150 MPa . Le métal en fusion remplit rapidement la cavité du moule sous haute pression, avec des temps de refroidissement raccourcis à 3-8 secondes et des cycles de production atteignant 30 à 60 secondes par tir . En prenant comme exemple les couvercles d'extrémité du moteur, les produits moulés sous haute pression peuvent contrôler les tolérances dimensionnelles dans ±0,05 mm , avec des valeurs de rugosité de surface Ra inférieures 1,6 μm , répondant pleinement aux exigences d'ajustement de précision pour l'assemblage de moteurs.
L’industrie accélère actuellement sa transition vers des cellules de coulée sous pression intelligentes. Un système de moulage sous pression intelligent et complet intègre une surveillance de la température en temps réel, une analyse de la courbe de pression et une extraction automatique robotisée des pièces. Les données montrent qu'après l'introduction de systèmes intelligents de contrôle de la température, les fluctuations de température du liquide d'aluminium ont été réduites de ±15°C à ±3°C . L'amélioration de la stabilité dimensionnelle qui en résulte réduit les surépaisseurs d'usinage ultérieures de 40% , réduisant les coûts d'usinage par pièce de 12%-18% .
Le contrôle qualité dans le moulage sous pression des pièces de moteur dépend d’une régulation précise de plusieurs paramètres de processus. Le tableau suivant compare la façon dont les différents réglages de paramètres affectent les défauts typiques :
| Paramètre de processus | Gamme recommandée | Défauts associés primaires | Niveau d'impact |
|---|---|---|---|
| Température du liquide en aluminium | 660-720°C | Fermetures à froid, soudure | Élevé |
| Température du moule | 180-260°C | Porosité, fissures chaudes | Élevé |
| Vitesse d'injection | 2-6 m/s | Emprisonnement d'air, inclusions d'oxyde | Moyen-élevé |
| Pression d'intensification | 30-80 MPa | Porosité de retrait, densité insuffisante | Élevé |
| Temps de séjour | 3-10 secondes | Porosité de retrait, écart dimensionnel | Moyen |
Comme le montre le tableau, température du liquide d'aluminium, température du moule et pression d'intensification sont les trois paramètres fondamentaux affectant la qualité du moulage sous pression des pièces de moteur. En prenant comme exemple le moulage sous pression du boîtier du moteur, lorsque la température du moule tombe en dessous 180°C , les taux de défauts de fermeture à froid dépassent 8% ; lorsque la pression d'intensification est insuffisante à 30 MPa , la porosité de retrait interne peut dépasser 5% , affectant sérieusement les performances d'étanchéité du moteur et l'efficacité de la dissipation thermique.
Dans le domaine du moulage sous pression de pièces de moteur, les alliages d'aluminium représentent plus de 85% de part de marché, l'ADC12 et l'A380 étant les deux qualités les plus couramment utilisées. L'ADC12 a une teneur en silicium de 9,6%-12,0% , offrant une excellente fluidité adaptée à la fabrication de couvercles d'extrémité de moteur et de boîtes de jonction complexes et à parois minces ; L'A380 a une teneur en cuivre de 3,0%-4,0% , avec une résistance à la traction atteignant 320 MPa , ce qui le rend plus adapté aux supports de moteur et aux bases soumis à des charges mécaniques élevées.
Cependant, les alliages d’aluminium traditionnels sont confrontés à des goulots d’étranglement en termes de conductivité thermique. L'aluminium pur a une conductivité thermique de 237 W/(m·K) , tandis que l'ADC12 chute à environ 96 W/(m·K) en raison de la teneur élevée en silicium. Pour répondre aux exigences élevées de dissipation thermique des moteurs d'entraînement des véhicules à énergie nouvelle, l'industrie promeut les alliages d'aluminium à faible teneur en silicium et à haute conductivité thermique, qui peuvent augmenter la conductivité thermique jusqu'à 150-170 W/(m·K) tout en conservant une fluidité de coulée suffisante.
La densité de l'alliage de magnésium est seulement 64% celle de l'alliage d'aluminium (1,81 g/cm³ contre 2,71 g/cm³), démontrant un énorme potentiel en matière d'allègement des moteurs. Les carters de moteur moulés sous pression en alliage de magnésium AZ91D peuvent être 25%-30% plus léger que les versions en aluminium, tandis que la résistance spécifique (rapport résistance/densité) s'améliore de plus 15% . Actuellement, les pièces de moteur moulées sous pression en alliage de magnésium ont été utilisées par lots dans certains outils électriques et moteurs de drones haut de gamme, avec des taux de croissance annuels dépassant 12% .
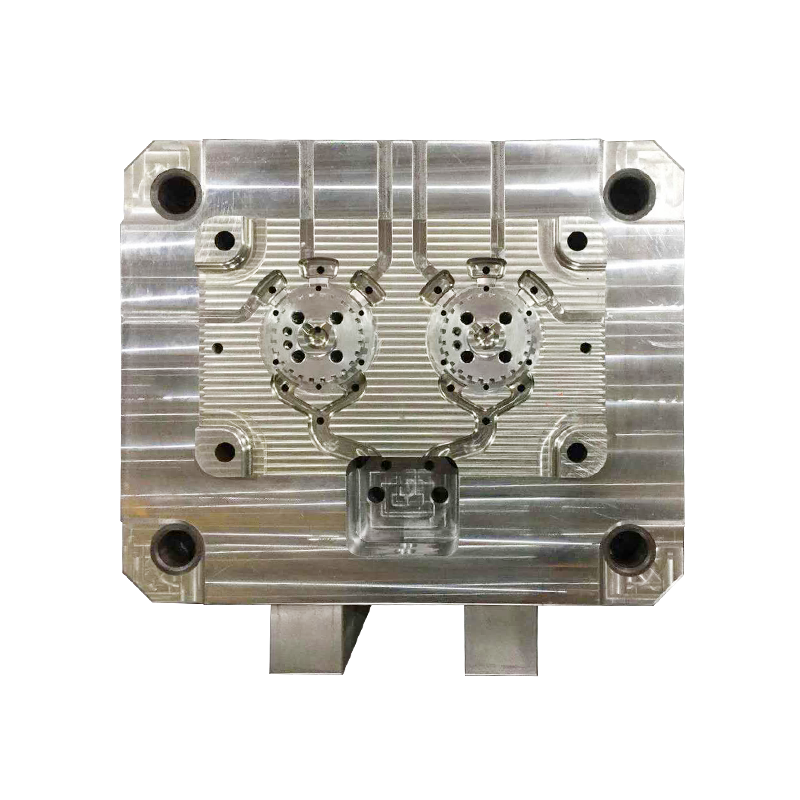
Les moules de moulage sous pression représentent la première porte d'entrée pour déterminer la qualité des pièces de moteur : leur précision de conception et leur durée de vie affectent directement les coûts de production et la cohérence du produit. Pour un moule de moulage sous pression de boîtier de moteur, la rugosité de la surface de la cavité doit être contrôlée ci-dessous Ra 0,4 μm , avec une précision de jeu de montage atteignant 0,02 mm niveau.
Le choix de l’acier pour moules est tout aussi critique. L'acier à outils pour travail à chaud H13, avec son excellente résistance à la fatigue thermique, est devenu le matériau principal pour les moules de moulage sous pression de pièces de moteur, avec une dureté généralement contrôlée à HRC 44-48 . Dans des conditions normales d'utilisation et de maintenance, un moule H13 peut compléter 80 000-120 000 cycles de moulage sous pression. Grâce à une technologie avancée de traitement de nitruration de surface, la durée de vie du moule peut être prolongée jusqu'à plus de 150 000 cycles , réduisant ainsi le coût d'amortissement du moule par tir de 35% .
La conception des portes est une technologie essentielle dans l’ingénierie des moules. Pour les couvercles d'extrémité de moteur avec une épaisseur de paroi inégale, en adoptant portes de ventilateur combiné avec intensification locale Les processus permettent au métal en fusion de compléter le remplissage de la cavité à l'intérieur 0,3 seconde , évitant efficacement le piégeage de l'air vortex. Les données de production réelles montrent qu'une conception optimisée des portes peut réduire les taux de défauts de porosité de 4,2% en dessous 1,1% .

La détection des défauts internes des pièces de moteur repose principalement sur l’inspection aux rayons X et la technologie CT industrielle. Pour les carters de moteur d'entraînement de véhicules à énergie nouvelle, les critères de qualité standard de l'industrie sont : le diamètre des pores individuels ne dépasse pas 1,0 mm , et la surface totale des pores représentant moins de 2% de la surface transversale. CT industriel haute résolution (résolution 5μm ) permet 100% inspection en ligne, avec des cycles d'inspection synchronisés avec les cycles de production de moulage sous pression, garantissant une sortie zéro défaut.
Les pièces de moteur moulées sous pression nécessitent généralement un usinage de précision pour atteindre les dimensions d'assemblage final. En prenant comme exemple les boîtiers de roulements de moteur, les ébauches moulées sous pression réservent 0,8-1,2 mm surépaisseur d'usinage, et après le traitement CNC, la tolérance de rondeur est contrôlée dans 0,01 mm , avec une rugosité de surface Ra inférieure 0,8 μm , répondant aux exigences de précision pour les ajustements serrés des roulements.
Pour le traitement de surface, les carters de moteur adoptent généralement des procédés d'anodisation ou de revêtement électrophorétique. L'épaisseur du film anodisé est contrôlée à 8-15μm , augmentant la dureté de la surface au-dessus HT 300 , tout en offrant une excellente isolation et résistance à la corrosion. Pour les pièces de moteur utilisées en extérieur, les exigences en matière de tests au brouillard salin dépassent 500 heures sans rouille rouge, ce qui pose un double défi en matière de densité de moulage sous pression et de processus de traitement de surface.
L’industrie du moulage sous pression de pièces automobiles est confrontée à trois tendances significatives :
Pour les fabricants, répondre à ces tendances nécessite des investissements synchronisés dans la mise à niveau des équipements, la R&D sur les matériaux et la numérisation. Entreprises équipées de grandes machines de moulage sous pression ci-dessus 800T , la maîtrise de la technologie de raffinage de l'aluminium recyclé et l'établissement de bases de données complètes sur les processus bénéficieront d'avantages concurrentiels significatifs sur le marché au cours des prochaines années. 3-5 ans .
Êtes-vous prêt à COOPÉRER Avec Jieda?
* Votre e-mail est sûr avec nous, nous ne spammons pas.
Produits
Coordonnées
nbjd011@126.com
+ 86-574-86115705
N ° 58 Mold Road, Daqi Technology Industrial Zone, District Beilun, Ningbo